


El proceso de inyección de plástico es, actualmente, uno de los sistemas más comunes para la transformación del plástico y la obtención de piezas muy diversas.
El moldeo por inyección de plástico consiste en fundir el plástico, el cual es inyectado a presión en un molde cerrado que tiene tallada la geometría de la pieza a conseguir. Una vez que la pieza ha solidificado, se abre el molde para extraer la misma y se repite el proceso.
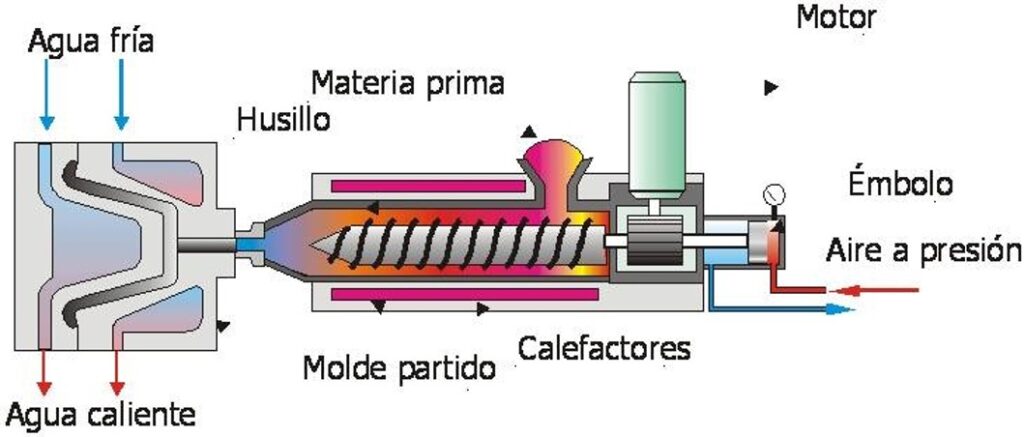
Proceso de funcionamiento de máquinas inyectoras de plástico
Aspectos a tener en cuenta para una correcta refrigeración de los moldes y conseguir aumentar la producción
Temperatura del agua
Una buena forma de conseguir mayor número de piezas es conseguir que la solidificación se consiga en el menor tiempo posible, mejorando así la calidad final.
Para ello, debemos enfriar el molde mediante agua fría que pasa por los canales de refrigeración del molde.
Parece lógico pensar que, cuanto más fría esté el agua de refrigeración, más rápidamente se solidificará el plástico del interior del molde y más rápido será el proceso. En este punto hay que tener especial cuidado, ya que se puede producir condensación en las paredes de molde, afectando a la calidad de la pieza.
Por esta y más cuestiones, es muy importante la labor del técnico de inyección, que sabrá regular los diferentes parámetros de su inyectora de forma que podrá obtener la máxima velocidad de desmoldeo sin afectar a la calidad.
De forma muy genérica, podemos decir que la temperatura del agua de refrigeración podrá oscilar entre 7ºC y 15ºC o más, en función del tipo de plástico, de la geometría del molde, de la cantidad de materia prima que entre en el molde….
Es muy importante hacer una evaluación precisa sobre la temperatura del agua más adecuada. A menor temperatura, más número de piezas, pero no debemos olvidar que cuanto más baja sea la temperatura del agua, más coste energético nos va a suponer en la enfriadora.
Presión
Otro de los aspectos a tener en cuenta para una correcta refrigeración del molde es la presión adecuada del agua de refrigeración. Los canales de refrigeración suelen tener secciones muy reducidas, lo que por supuesto nos va a ocasionar una caída de presión muy importante.
Potencia frigorífica
Después de la temperatura del agua y de la presión quizá sea la potencia frigorífica el más relevante que siempre vendrá determinada por especialistas en base a los datos de tu sistema de producción y te aconsejarán en cuanto a la potencia frigorífica y características más adecuada de la enfriadora.

Inyectora de plástico

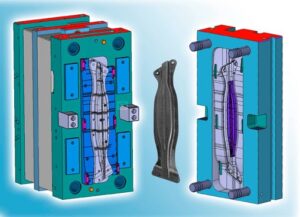
Molde de inyección de plástico
¿Cómo refrigeramos el circuito de hidráulicos?
En el proceso de inyección, nos encontramos con que el cierre y apertura del molde, se hace mediante unos cilindros hidráulicos, que además de hacer estas operaciones, durante el tiempo de inyección y enfriamiento en el molde, tienen que mantener la adecuada fuerza de cierre.
Estos cilindros están accionados por aceite hidráulico que, mediante una bomba, le confiere al sistema la presión necesaria para conseguir la fuerza de cierre.
Este aceite hidráulico va paulatinamente aumentando su temperatura, la cual debe mantenerse dentro de un rango que genéricamente está en torno a 50-60ºC.
Cuanto más alta sea la temperatura del aceite más rápidamente se va a deteriorar.
Para conseguir mantener la temperatura del aceite entre los valores indicados, habitualmente el circuito hidráulico lleva incorporado uno o varios intercambiadores aceite-agua, de forma que el agua que circula por uno de los circuitos refrigera al aceite que circula por el otro.
Es muy importante que este intercambiador (generalmente tubular), esté bien dimensionado para que sea capaz de refrigerar adecuadamente el aceite. Para ello hay que tener en cuenta factores como la superficie de intercambio, la velocidad de paso del agua, etc…
Como vemos, tenemos otro segundo punto de refrigeración en las inyectoras, pero a diferencia del descrito en moldes, en este caso no necesitamos agua “tan” fría.
Para la refrigeración de un circuito de hidráulicos bien dimensionado (como lo son los de la mayoría de las inyectoras actuales), necesitaremos que el agua, en el peor de los casos (verano) esté a 30ºC. Así no tendremos ninguna dificultad en mantener los valores deseados de la temperatura del aceite.
En este caso, los equipos mejor se adaptan a estas necesidades son aeroenfriadores adiabáticos o torres de refrigeración, que, en ambos casos, si están adecuadamente dimensionados, van a garantizar que en verano la temperatura máxima del agua sean 30ºC.
Como en el caso de los moldes, para el cálculo de la potencia frigorífica necesaria, lo mejor es acudir a un buen especialista.

Circuito de hidraúlicos
Otros aspectos a tener en cuenta
Hay otros aspectos, igualmente relevantes, en el cálculo de la refrigeración en inyectoras, como por ejemplo, qué tipo de circuito de refrigeración es más adecuado, ¿abierto o cerrado?.
¿Qué bombas me darán el mejor rendimiento? Pero estos aspectos los dejamos para otro artículo.
¿Qué conclusiones podemos sacar de lo anterior?
La reflexión más importante a destacar, es que la refrigeración de un sistema de inyección plantea dos necesidades diferentes en cuanto a la temperatura adecuada:
- Circuito de moldes: temperatura más baja ▻ enfriadora ▻ más consumo energético
- Circuito de hidráulicos: temperatura del agua más alta ▻ aeroenfriador adiabático o torre ▻ menos consumo energético.
Si después de leer este artículo quieres ampliar información o necesitas asesoramiento a la hora de refrigerar tu sistema de inyección de plástico para tu instalación, no dudes en contactar con nosotros y nuestro equipo técnico comercial te ayudará y llevará a cabo los cálculos precisos para determinar el modelo más eficaz para tu instalación.
Infórmate de nuestros sistemas de refrigeración, rellenando el formulario de contacto o llamando al 976 45 55 84 o a tu gestor técnico comercial de SEGUAS de tu zona y juntos estudiaremos la solución adecuada para tu instalación de inyección.
